
Velox Summarium pro Professionals
Iniectio for * *ma reparatione processus specialissimus restituendi quassatas instrumentorum ad machinationem originalem specificationum pertinet ut partem qualitatis curet et ne sistit productionem. Maxime moderni approach combines certa laser welding -which addit materiam minimam calorem impulsum et provectus superficiei treatments (ut PVD coatings vel plating dura chrome) ad augendum vitae figuram. Utendis his artibus, artifices downtime possunt reducere usque ad 70% ad comparetum traditum TIG glutino vel instrumento pleno postea.
1. Ad Injection Forma Repair
Quid est Proprium Finge Sustentationem Critica?
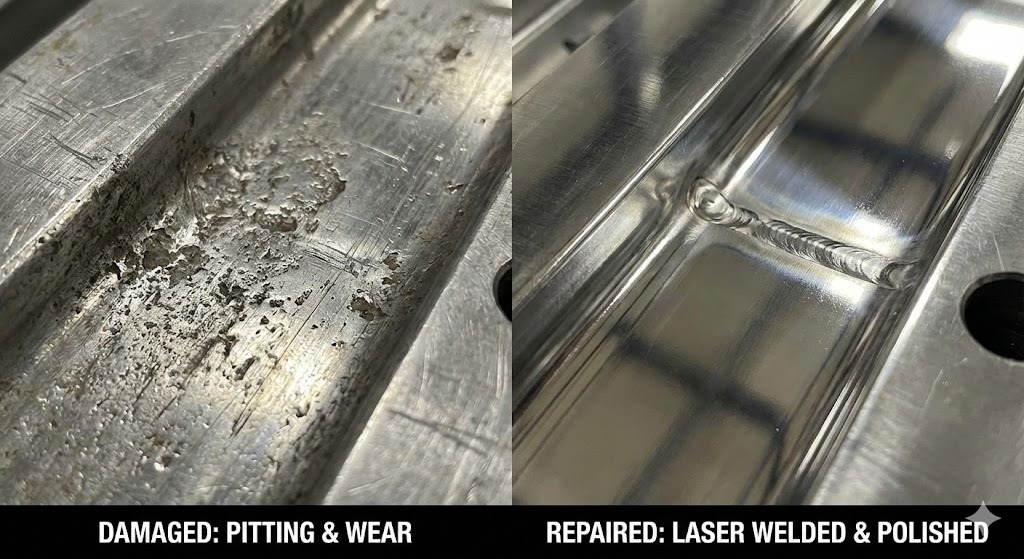
Fingunt sustentationem praxis exercitationis est explorandi, purgandi, injectiones reficiendi et unitates ad vitia praecavendas. In summa celeritate fabricandis, etiam minimum vulnus in superficie cavitatis ad "mico" (excessus plasticae partis) vel debilitates structurales ducere potest. Proactive reparatione ensures dimensional accurate et milia dollariorum salvat, summo pretio machinæ novam formam perfecte evitando.
Quae sunt causae communes Injectionis Mole Damnum?
Mole damnum typice cadit in quattuor genera:
- Mechanica gere: Abrasiva frictio ex resinis vitreis repletis portae et cavitate attritis.
- Corrosio: Impetus chemicus ex materia materiarum extravagantium (sicut PVC) fovearum superficiem ferream.
- Error humanus: Scalpit utendo instrumenta metallica ad partes adhæsit removendas.
- Scelerisque labore: Accentus rimas ex constanti calefactione et refrigeratione cyclorum in productione proveniunt.
2. Intellectus Iniectio formas: Technical Foundation
What are the Basic Components of an Injection Molde?
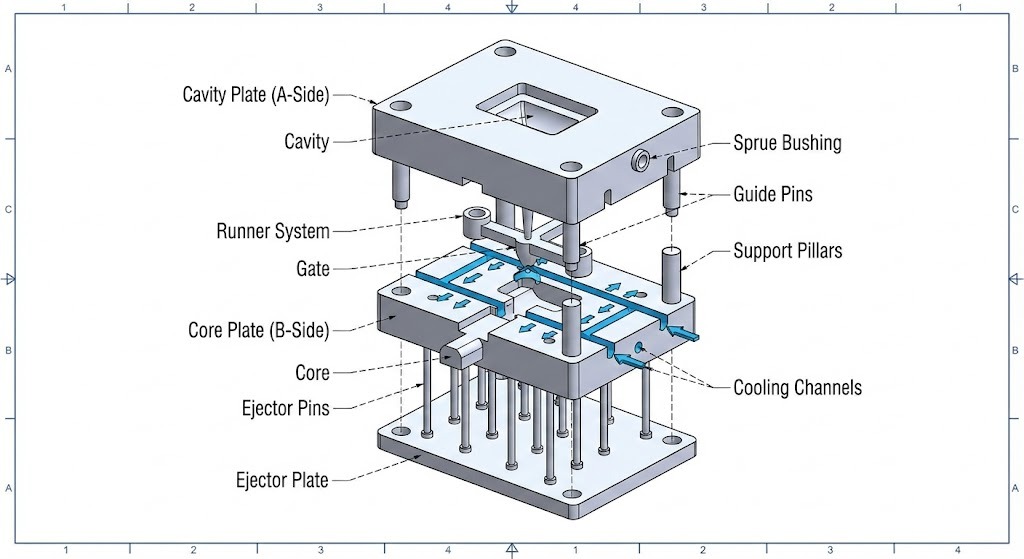
Ad bonam reparationem faciendam, technicus cognoscere debet quae pars deficit.
- Cavitas et Core: Primaria latera "A" et "B" quae figuram partis plasticae efformant.
- Ejector acus: Artificia mechanica, quae partem e formse perfecti impulerunt.
- Tepescunt canales: Semitae internae quibus aqua vel oleum fluit ad temperiem moderandam.
- Porta et Cursor System: "Plumbum" quod plasticum liquefactum in cavum dirigit.
Communia materies in Injectione Molds
Electio technicae reparationis gravius in the dependet materia fingunt . Summus productio formas fiunt ex Instrumentum Steel quod est ferrum commixtum elementis sicut chromium vel vanadium ad duritiem augendam.
Mensam I: Materias Communis Molde et Compatibility Restituo
| Materia Type | Commune Gradus | Reparare difficultas | Optimus Repair Methodo |
|---|---|---|---|
| P20 Steel | Pre-obduratum Ferro | low | Laser vel TIG Welding |
| H13 Steel | Hot-Opus Mors Ferro | Medium | Laser Welding (requirit Pre-calefactio) |
| S7 Steel | Inpulsa repugnans Ferro | Summus | Subtilitas Laser Welding |
| aluminium | 7075-T6 | Medium | Specialioribus Laser filum |
Quae est differentia inter Hot Cursor et Frigidus Cursor Systems?
- Hot Currens Systems: Multiplices calefacti uti ad formam plasticam intus conflatam custodiendam, vastitatem reducendo, sed magis implicationem facientibus propter integras electricas partes integras reparationes.
- Frigus Cursor Systems: Canales simplices cum parte solidantur; faciliora sunt reficere sed in materia exiguo plura proveniunt.
Definitiones technicae
- HAZ (Caloris Zonam affecti); Area metalli basi non conflata sed microstructuram suam calore glutino mutatam habuit. HAZ obscuratis est finis primarius glutini laseris.
- Rockwell Hardness (HRC); Scala incisum duritiem materiae metiebatur. Plurimi ferrariae formae ab 30 ad 60 HRC vagantur.
- Flash: Iniectio coronae defectus, ubi tenues stratae plasticae effugium inter medietates formse formant, obsoletas bifidas plerumque indicant.
3. Laser glutino for Iniectio Molde Repair
Quid est Laser Welding in Mold Repair?
Laser glutino summus praecisio est processus reparationis, qui radio conlato lucis utitur ad liquefaciendum filum speciale filtrum in area laesae formae. Laser glutino tradito dissimile industriam tam arcte colligit ut validum metallurgicum vinculum cum nullo fere ferro circumquaque detorqueat.
Quae sunt commoda Laser Welding?
Pro technici, laser glutino modus potior est instrumentorum magni valoris, quia;
- Calor minimal Affectus Zonam (HAZ); Calor localisus impedit ne ferro formam inflexionis vel pristinam duritiem amittat.
- Extrema praecisio: Technicis potest damna ut parva sicut 0.05mm opere praebens intricatis texturis et angulis acutis.
- Complexa Geometria: Natura laseris non-contactus reficit intus cavitates profundas vel costas angustas ubi facem TIG attingere non potest.
- Reducitur Post Processing: Quia pugillus tam munda est, tempus ad stridorem manualem poliendamque requisitum per superem redactum est L% .

3.4. Processus laser Welding: A GRADATUS Guide
Ad reparationem professionalis gradus consequendam, technici sequi debent ordinem normatum:
Gradus I: Praeparatio formse Superficies
Munditia est factor criticus. Quodlibet residua plastica, oleum, vel rubigo faciet porosity (Bullae minimae) in pugillo.
- Actio: Utere ultrasonic purgando vel speciali solventibus ad omnes contaminantes removendos.
- Comprobatio: Inspice aream sub a 10x microscopii ut metallum est "splendidum" et liberum a residuo carbonised.
Gradus II: delectis Welding Morbi ac Occasus
Occasus laser plicari debet in fundamento metalli baseos et crassitudine reparationis.
- Pulsus Energy (Joules); Altitudinem rerum iuncta penetratio moderatur.
- Duratio pulsus (ms); Decernit quamdiu laser insistit; pulsuum longiores pro filis crassioribus adhibentur.
- Frequentia (Hz); Celeritas pulsus laser.
- Macula Location (mm); Diameter tignis laser; solet inter 0.2mm et 1.5mm .
Gradus III, Executio Welding Techniques
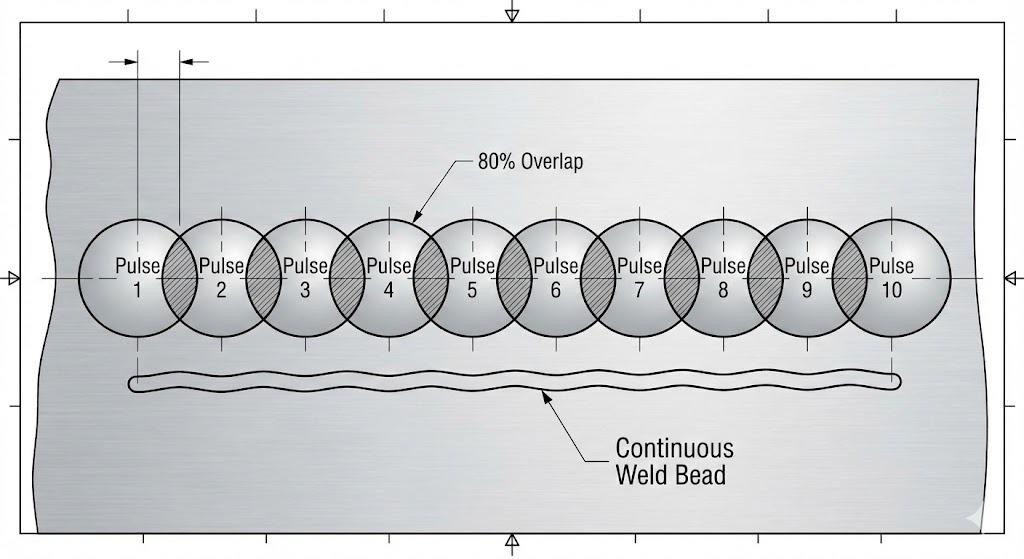
- Pulsus weldingus: Vexillum de modo reparandi. Quaelibet pulsus parvam "dot" metalli fusilis gignit.
- Continua / imbricatis Welding: Technicis aliudque inter "dot" per 70-80% creare inconsutilem, metallum solidum capita.
3.5. Best Practices pro technicis
- Filum par filler: Semper utere filo laseris quae chemiae formae chalybe (exampla, uti H13 pro forma H13) utatur ut uniformis duritiei et coloris post politionem.
- Curo Shielding Gas: Usus Argon gas ad ratem fluit stabilis ne oxidatio, quae glutinum nigrum et fragile vertit.
- Vitare super-aedificationem: Tantum adde minimam quantitatem materiae necessariae. Excessus glutinis periculum caloris aedificandi et apparatus extra tempus auget.
3.6. Communia Quaestioata et Solutiones
| Quaestio | Verisimile causa | | |
|---|---|---|
| Undercutting | Virtus (Voltage) est nimis alta | lower the pulse energy and increase the spot size. |
| Poris/Bubbles | Superficies contaminata | Re- mundare aream cum alcohole et cohibere fluunt gas. |
| Cracking | Summus carbon steel cooling too fast | Pre-calor forma est 150-200°C ante glutino. |
| Mersus | Improprium filum pascens | Filum effice impositum in medium stagnum liquefaciens. |
Key Technical Insight: Momentum Microstructure
Cum laser pulsus ferrum percusserit, rate refrigeratio altissima est. Facit a martensitic microstructure in caeruleo regio, quae durissima est, fragilis esse potest. Ut diuturnum tempus invigilet, magnae reparationes subire debent "accentus subsidio" cycli calefactionis ad stabiliendum metalli structuram.
4. Curatio Superficies Techniques pro Iniectio Molds
Quid est Superficies Treatment in Mold Repair?
Superficiem curatio est applicatio tenuioris materiae specialatae vel chemica mutationis ad "cutis" formae exterioris ferri. In cyclo reparando, hic est gradus ultimus post glutino et politio. ordinatur ad pristinam observantiam restituendam vel augendam, specie resistendi ad induendum, corrosionem, frictionem.
Genera superficies treatments in Molds
4.2.1. Ferreus Chrome Plating
Hic est processus electrochemicus traditus qui iacuit chromium directe ad ferrum applicans.
- Best for: Contra plasticas mordaces sicut PVC protegens et "dimissionem" partis emendans.
- Duritia: De more 65-70 HRC .
4.2.2. Electroless Nickel Plating
Dissimile vexillum lamina, haec reactionem chemicam potius quam electricitatem adhibet, ut sit crassitudine perfecte aequabilis etiam in profundis foraminibus vel canalibus refrigerantibus.
- Best for: Geometria complexa, ubi uniformis crassitudo facienda est.
4.2.3. Titanium Nitride (Tin) Coating
Auro-coloratus PVD (Vaporis Depositio Physica) vestiens id est durissima.
- Best for: Ambitus summus abrasio, ut formas utens resinas vitreas refertas.
- Duritia: Usque ad 80 HRC .
4.3. Beneficia Superficies Curatio
Applicando rectam curationem tria prima commoda technica praebet:
- Improved gere resistentia; Prohibet "washout" ad portas ubi summus pressura plastica influit.
- Donec consectetur Corrosion: Instrumentum pretiosum tuetur ferrum ab vaporibus aquaticis et vaporibus acidicis byproductis.
- Improved Release Properties: Reducit "stiction" inter plasticum et metallum, permittens ad tempora celerius cycli et partes pauciores quassatas.
4.4. Quam eligere ius curatio
Electio pendet a forma "Defectum Modus":
- Si fingunt, scalpit; Usus Tin vel DLC (Diamond-Sicut Carbon) ad maximam duritiem.
- Si robigine composui; Usus Electroless Nickel pro 100% coverage.
- Si plastic haeret: Usus difficile Chrome aut specialioribus PTFE-infusa coatings .
4.5. Superficiem amet Processus: GRADATUS Guide
Gradus I: Molde Praeparatio et Purgatio
Litura solum vinculum erit ad superficiem perfectam mundialem.
- Actio: Praestare finalem Poloniae ad requiratur SPI metam (Exampla, A-II Speculum metam).
- Nota technica: Quaelibet microscopica unguenta ex composito poliendo relicta efficiet ut litura cortices (delaminatio).
Gradus II: Applicationem coating
Forma in cubiculo vacuo (PVD/CVD) vel balneum chemicum positum est.
- Subtilitas: Solent in crassitudine tunicas 0.002mm ad 0.010mm unde non mutant dimensiones finales partis.
Gradus III, Post-curatio Processus
- Actio: Inspice superficiem pro "pinholes" vel crassitudinem inaequalem.
- Actio: Ultimam rationem perseuendam ducere ad efficiendum instrumentum "ex tolerantia" non posuit.
4.6. Troubleshooting Clementine_Vulgate Superficiem amet Exitus
| Quaestio | Verisimile causa | | |
|---|---|---|
| Decortica / Flaking | Pauperem superficiem purgatio | Exue litura, re- politura, et utere ultrasonica purgatio. |
| Hebetatio Conclusio | Crassior est coating | Reduce deponendi tempus; micron METIOR crassitudine reprehendo. |
| Ore Buildup | Summus current density (in plating) | Usus “dummy” cathodes to pull excess current away from sharp corners. |
Technica definitio: PVD vs
- PVD (Vapor Physica Depositio); Processus vacui humilis temperatus (sub 500°C) quod ferrum non flectit.
- CVD (Depositio Vapor chemicus); Processus summus temperatus (usque ad 1000°C) qui firmiorem vinculum creat sed formam requirere potest ut postea re- obdurescat.
5. Practical Considerationes Technicae
Quomodo technici tutae per Mold Repair?
Salus precipua est cum summus industria lasers et chemicae curationes tractat.
- Laser Salutis: Semper operatur in designato Classis IV laser area . Technicae specula salutis specialia necem habere debent ne detrimentum retinal permanentem ex radiis reflexis.
- Fume extractio: Welding et chemica purgatio emissio metallorum particularum microscopicorum et VOCs (Compositionum volatilium organicarum). Usus exhaurit evacuatione locales ad conservandam qualitatem aeris.
- Scelerisque Praesidium: Etiam cum localis HAZ, basis formae calefactae significantes retinere potest. Utere chirothecas thermas repugnantes cum tractandis componentibus post pugillaribus utere.
Requiritur Equipment ac Tools pro Success
Forma professionalis reparationis workstation plus quam welder iustum requirit. Instrumenta essentialia includunt:
- Stereo Microscopium: Minimum 10x magnificatio ad pactiones lacus spectandas.
- Subtilitas Molentes: Summus celeritas pneumatica vel electrici instrumenta gyratoria pro "in aspero" pugillo.
- Micro-politio kits: Adamas pastes et lapides ceramicos ad SPI superficiem metam restituendam.
- Digital Micrometers: Ut cognosceret sartam tectam rediisse ad tolerantiam pristinam.
Pretium Analysis: Molde Restituo vs. Replacement
Una ex praecipuis technicis muneribus administrandis monet utrum forma reficienda an abradenda sit.
Mensa II: Decision Matrix pro Reparatione vs. Replacement
| Factor | Reparatione (Laser Surface) | Plena replacement |
|---|---|---|
| Typical Pretium | V% - XX% de originali instrumentum sumptus | C% instrumentum sumptus |
| Duc Tempus | XXIV - LXXII horis | 8 - 16 hebdomades |
| Diuturnitatem | LXXX% - C% originalis vitae | 100% (Nova vita cycli) |
| optimus For | Damnum locatum, portae, lineae scindentes | Artus calamitosas crepuit, tota washout |
Causa Study: Reducing Downtime in Automotive Tooling
ORDO 1 autocinetum elit expertus "portam duratam" propter abrasionem in forma 32-cavitatis.
- Problema: Discessi linea mico faciebat 15% rejecto suo.
- Solutio: technici usus H13 laser filum reficere aciem, sequitur TiN (Titanium Nitride) PVD niunt.
- Eventus: Forma erat rursus in productione intus XXXVI horas et durities superficies aucta ab 52 HRC ad 82 HRC, ne indumentum futurum.
6. Provectus Techniques et Technologies
Quid sunt Hybrid Repair Methodi?
Hybrid reparatione involves usura Laser Welding ad structuram restitutio sequitur Superficies Curatio ad eget consectetur.
- Exemplum: Welding vitiatum eiector pin foraminis et applicando Electroless Nickel totam laminam efficiens. Haec reparatio fortis est et tota superficies contra rubiginem munitur.
Automation in Molde Repair
Industria est movere ad CNC Laser Welding . Loco technicos manually filum sub microscopio ducens, bracchium roboticum iter prae-programmatum sequitur. Hoc efficit ut 100 constantiam in crassitudine crassam et aptam ad reficiendas magnas identitatis insertiones.
Emergentes Technologies: 3D Metal Typographia (Eget vestibulum)
Pro defectibus calamitosis ubi magnae formae formae desunt, technici nunc utentes Depositio Energy dirigi (DED) . Hoc "3D clauorum" instrumentum ferrum directe in basem figuram existentem, quae tunc CNC-machina ad ultimam figuram reducitur.
7. Summarium Key Points
- Subtilitas est Key: Laser glutino aurum est vexillum ad reparationem fingendi, quia extenuat HAZ et instrumentum corruptelam prohibet.
- Synergy superficiei: Superficiem curatios like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Proactive Sustentacionem: Distinguendi veteres gerunt inspectionem per microscopicam ut necessariam pretiosarum supplementorum impedire possit.
Future Injection Forma Repair
Ut partes plasticae magis implicatae fiunt et ducunt breviores, integratio AI repulsi diagnostica and automated laser reparatione vexillum fiet. Technici, qui tam metallurgicam scientiam glutino et chymiae superficiei vestimentorum magistront, erunt pretiosissima bona in moderno "Smert Factory."
Technical Troubleshooting Checklist for technicos
- Estne ferrum genus identificatum? (filum aequare cum basi metallico).
- Estne superficies "lucida munda"? (Nec olea vel residua).
- Parametri sunt laser? (Check Joules and Spot Size).
- Estne Argon gas fluens? (Oxidatio praeveni).
- Resinae membrana congruit? (Exampla, Chrome pro PVC).
Frequenter Interrogata: Iniectio Forma Repair
Quanti laser welding pro forma reparationis typice constat?
Sumptus laser welding pro forma reparatione plerumque iugis a $200 ad $2,000 per- sessio reparationis, secundum multiplicitatem geometriae et volumen materiae necessariae. Agitur de re significativa salutaris, quod typice constat tantum V% ad XV% pretium repositum fingunt.
Potesne fingere pactionem quae iam superficie tractata est?
Etiam sed Superficiem membrana removenda in reparatione area primum. coatings sicut difficile Chrome or TiN spoliari debet per chemica engraving vel praecisione stridor ante glutino. Welding directe supra efficiens faciet contagione fragili pugillo ducens atque inopem compagem.
Quid est optimum superficies curatio laesurae materias?
Pro materia plastica aucti fibris vitreis vel mineralibus; Titanium Nitride (TiN) or Diamond-Sicut Carbon (DLC) optimus superficies treatments. Hae PVD coatings praebent duritiem superficiei super 80 HRC quae efficaciter resistit effectui abrasivae resinae.
Quamdiu typicam reparationem laser contraheret?
Most minor laser reparationibus pugillo perfici potest II ad IV horas etiam praeparatio ac purgatio. Si refectio requirit amplam post-pullam poliendo vel secundario superficiei curationes sicut PVD efficiens, totum tempus plumbi esse solet. XXIV ad LXXII horis .
An laser welding cause form inflexionis?
Nemo, laser welding non causa peruersio cum recte. Quia laser tradit compactam trabem cum a Calor minimal Affectus Zonam (HAZ) , mole formse permanet in locus temperatus, integritatem structuram ac tolerantias instrumenti dimensionales servans.
Quid interest inter glutino et laser glutino formas facere?
Prima differentia est calor initus .
- TIG glutino utitur arcu magno caloris qui magnam HAZ creat, saepe totam formam ut annet et indurat.
- Laser glutino trabem praecisam lucem adhibet quae piscinam microscopicam liquefaciens gignit, praebens instrumenta refectio perfecta, indurata instrumenta, non afficiens materiam circumiacentem.
Quomodo eligo filum conglutinationis rectam laser?
debetis par eget compositionem filo glutino ad formam basin ferro. Exempli gratia H13 filum pro ferro H13 . Usura falsa filum ducere potest ad "lineas testis" vel "spiritus" post formam politam, quae defectiones in partibus finalibus plasticis ostendet.
Quick Reference Table: Repair Solutions by Defectu
| Defectus Type | Commendatur Repair | Quare? |
|---|---|---|
| Discedens linea Flash | Laser Welding (P20/H13) | Acutas acies nulla tortor. |
| PVC Acidum Corrosion | Electroless Nickel Plating | Praebet 100% chemicis claustrum in omnibus cavitatibus. |
| Porta Washout | Laser Weld TiN Coating | Dimensiones reddit et resistentiam abrasione addit. |
| Ejector Pin Scoring | Micro-poliendi DLC | Reduces friction ne pin arrepto. |

